اسلب هیدرولیک کاستور دال تک رشته ای نوار نیکل Cupronickel نوار
شرایط فنی محصول
1. مواد ریخته گری: نیکل cupronickel
2. مشخصات ریخته گری: ضخامت: 16 میلی متر × عرض: 200 میلی متر
تجهیزات اصلی پارامترهای فنی
1. سرعت ریخته گری:
سرعت کشش: 0-64 - میلی متر در ثانیه (قابل تنظیم پایدار)
سرعت رفلکس: 0-64 - میلی متر در ثانیه (قابل تنظیم پایدار)
نوار بهترین سرعت خطی: 90-200 - میلی متر در دقیقه
2. تجهیزات برق:
کوره ذوب فرکانس متوسط: 250 کیلو وات
کوره نگهدارنده: 75 کیلو وات
تراکتور سروو: 3.5 کیلوگرم
3. دستگاه برش همزمان
قدرت موتور: 3 کیلوگرم
سنج تیغ اره: Ф 355
نرخ خوراک: تنظیم سرعت پایدار هیدرولیک
سنج اره: پلاستیک مسی ، برنجی
نوع جانبی بست: هیدرولیک
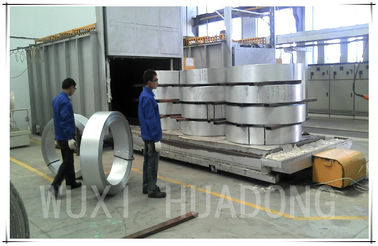
4. وزن سیم پیچ کوئل: 4000-5000 کیلوگرم
قطر داخل: 500-800 - میلی متر Φ
قطر بیرونی: Φ 1600 میلی متر
5. مقدار نویز واحد: 85 db (a) یا کمتر
6. دبیرستان خط واحد: + 1000 میلی متر
7. جهت انتقال واحد: انتقال درست
ظرفیت تولید
پهنای باند واحد: 200-200 کیلوگرم در ساعت (16 میلی متر): 200 میلی متر ، ضخامت:
فصل سوم پارامترهای اصلی فرآیند و شرح فرآیند
پارامترهای اصلی روند
تولید: 200-300 کیلوگرم در ساعت
محدوده کنترل دما: 1300 ℃ یا کمتر
نگه داشتن دقت کنترل دمای کوره: + / - 3
دامنه تنظیم فشار و فشار: فشار: 0-64 - میلی متر در ثانیه + / - 0.1 میلی متر (بدون)
راشل: 0-64 - میلی متر در ثانیه + / - 0.1 میلی متر (بدون)
دامنه دستگاه ریخته گری: برای تنظیم کشش: 0-64 - میلی متر در ثانیه + / - 0.1 میلی متر (بدون)
برگشت به پشت: 0-64 - میلی متر در ثانیه + / - 0.1 میلی متر (بدون)
بزرگترین سرعت خطی ریخته گری سرب: 0-200 میلی متر در دقیقه
سیم پیچ محدوده تنظیم: قطر رول Φ 500 - Φ 800 میلی متر
قطر Φ قطر 1600 میلی متر
بزرگترین سرعت سیم پیچ: 250 میلی متر در دقیقه
دامنه رقصنده: 0.95 تا 0.75
درجه برج های بادی: 40 متر یا کمتر
مصرف واحد مصرفی: 380-420 KWH / t
شرح فرایند
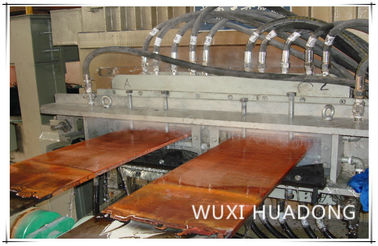
فرآیند تولید ریخته گری مداوم افقی نوار cupronickel به شرح زیر است:
کوره ذوب فرکانس الکترولیتیک با فرکانس متوسط ، تنظیم ترکیب در کوره نگهدارنده - خنک کننده قالب - زمان ، خنک کننده ثانویه به دستگاه ساختگی ، دستگاه برش ، دستگاه سیم پیچ
مواد اولیه را مطابق با پرونده فناوری (مس الکترولیتی) تصریح کنید ، به کوره ذوب فرکانس متوسط ذوب می شود.
برای کوره ذوب ، ضخامت خاصی از ماده پوشش داده شده اضافه کنید ، و به طور مرتب کمی مواد اولیه را اضافه کنید ، ذوب کوره ذوب خوب آب مذاب خوب ذوب شده را به حفره نگهدارنده کوره ، حفظ حرارت از دمای مایع مس در کوره ، به طور خودکار کنترل کنید ، مس را در درجه حرارت ریخته گری کوره نگهدارنده و نگه داشتن آب در سطح معینی از مس ، مس تحت تأثیر سطح مایع ، جریان آب به داخل قالب ، با تبلور خنک کننده قالب به نوار ، بیل مس به طور مداوم توسط دستگاه ساختگی ، به شکل تشکیل شکل مورد نیاز دال. دال در خروجی مجهز به دستگاه اندازه گیری دما است که مجهز به سیستم خنک کننده ثانویه است ، می توان میزان گردش آب خنک کننده را تنظیم کرد ، دمای آب ، نظارت بر فشار آب در زمان واقعی ، هنگامی که دمای آب بالاتر از مقدار تعیین شده باشد ، فشار آب است. پایین تر از مقدار تعیین شده هنگام ریخته گری دستگاه ، نقشه را متوقف می کند. استفاده از این کنترل ها ، به طور عمده به منظور تضمین دمای تبلور ، پایداری پارامترهای فرآیند ، برای اطمینان از کیفیت و ایمنی محصول.
نوار توسط تراکتور کشیده می شود ، توقف تراکتور و زمان فشار معکوس قابل تنظیم است ، باید مطابق با مواد مختلف ، مشخصات مختلف ، کیفیت سطح وضعیت ، بهترین پارامترهای کنترل را تعیین کرده و به موقع تنظیم کند ، با هدایت برنامه کنترل PLC ، پیاده سازی چرخه ها ، توقف ، بازگشت به عقب.
نوار بعد از دستگاه ساختگی برای ارسال نوار به دستگاه برش همزمان.
شرکت کوره Wuxi شرق چین ، با مسئولیت محدود
شماره 3 پارک صنعتی باشی فورونگ ، منطقه Xishan ، شهر Wuxi ، استان جیانگ سو ، چین
شخص تماس: Joey.Wong
تلفن: +86 510 83788308
فکس: +86 510 83786308
موب: +86 139 2112 5611
ویکت: 86 139 2112 5611
واتساپ: 86 139 2112 5611
joey@wxhddl.cn
 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!